アルミのレーザー加工なら専門知識のあるアルミ専門レーザー屋にお任せください!






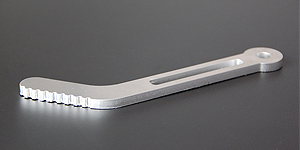
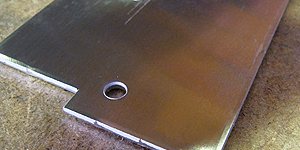
レーザー切断は、切削加工に比べ、寸法精度が良くありません。
また、切断面(切削面)も筋が入ったような面になります。(右写真参照)
ただし、レーザー切断は、加工スピードが切削加工に比べて速いので、切断面の平坦度があまり必要のない部分では、非常に安価に加工ができる方法です。
またDXFデータがあれば、すぐに仕事にかかれるため(最短実績、2時間後に出荷)、超短納期の案件に適した加工です。
寸法精度±0.2mm(板厚によっては±0.4mm)と精度の割りには比較的安価に加工ができる加工方法です。
タレットパンチャーに代表される金型を用いたプレス加工に比べても、アルミ専門レーザー屋では厚みが10mmまでのアルミ合金A5052材が切断可能です。
また、金型に頼らない切断加工なので、複雑な曲線形状の切断に効果があります。
ウォータジェットやワイヤーカットに比べ、切断速度が圧倒的に速いです。
数倍のスピードで切断できるので、6mmまでの中板厚の切断には圧倒的にレーザー加工が有利です。
ただし、裏のバリについては、ウォータージェットのバリの方が付着量が少なく、裏面もきれいに切断できます。

レーザー加工機の特性上、裏面にはキズがつきます。
また、レーザーで切断すると、裏面にバリが残ってしまいます。
直線部分は比較的きれいにバリが除去できますが、複雑な曲線形状ですと、綺麗にバリが除去できない場合があります。
裏面に付いたバリを除去する際、キズが付く可能性があります。
これらはレーザー切断の特性上どうしても起こってしまうことなので、予めご了承下さい。
キズがどうしても不可の場合は、お客様での再研磨をお勧めします。




精度に関しては通常の交差で±0.2mmとお答えさせていただいてます。
6mm以上の厚板になると、±0.4mm程度となります。
ただし、この寸法だけは精度を守って欲しいという寸法がございましたらご連絡ください。
±0.1mm程度なら、対応できる場合があるのでご相談ください。